- 15
- Nov
焙煎した赤色電球と天然赤色電球の比較と分析

ガラスシェルの材質に応じた赤外線バルブは、硬質材料と軟質材料に分けられ、軟質材料のガラスシェルの膨張係数が高く、硬質材料のガラスシェルの膨張係数が低くなっています。 一般的に、ガラスシェルの膨張係数が低いほど、電球は安全です。 特に低温多湿の環境では、ガラスシェルが水に当たると破裂しにくいです。 したがって、硬質ガラスシェルで製造された電球は、軟質ガラスシェルで製造された電球よりも安全率が高くなります。
通常、ソフトバルブのガラスシェルの膨張係数は85〜90で、標準のハードバルブの膨張係数は39〜41です。ただし、R125セミローストレッドガラスシェルの膨張係数は46〜48です。 40、そして防爆効果は、従来の赤いベーキングプロセスの制限によって引き起こされる標準的な硬質ガラスシェルと比較して比較的劣っています。 膨張係数が小さすぎる、または膨張係数が大きすぎると、赤い球の色が得られません。これに基づいて、当社は新しい処方と新しい製造プロセスを採用して、新しいガラスシェル、膨張を開発します。係数は約XNUMXで、ガラスシェルの色と球根のレンダリング効果は、従来の半焼きの赤い球根よりも優れています。
説明を作成して処理します。
- 従来のローストされた赤い電球ランプは、化学薬品でコーティングされ、ガラスシェルの上部に硝酸銀、硫酸銅、カオリンを含むコーティングが施され、高温ベーキング、アニーリング発色、手動洗浄の後に、ガラスシェルの上部。
- 赤いガラス殻材料の準備:石英砂などのガラス殻原料の比率に応じて、さまざまな種類の金属元素を加え、攪拌して混合し、液体ガラストラフ炉に溶かしてから、排出口から排出口に送ります。ガラスシェルモールドを吹き付けて成形し、完成したガラスシェルを形成し、30メートルの長さの焼きなまし炉のトンネルで焼きなましします。 この生産中に二次色がガラスシェルに現れ、最終的にトンネルから天然の赤いガラスシェルを取り出します。
以下は、半焼きの赤色電球と天然の赤色電球の長所と短所の比較分析です。
- プロセスの比較:バッキングレッドバルブフォーミュラの一部の化学原料の特定の危険性のため、作業者の安全保護に対する高い要件がありますが、バッキングレッドガラスシェルの後の段階での洗浄廃水には特定の環境損傷があります。 したがって、従来の裏打ちの赤いガラスシェルの製造上の欠点はますます明白になっています。 天然の赤いガラスシェルはワンタイム成形に属し、環境汚染によるリスクを完全に回避し、市場の見通しは楽観的です。
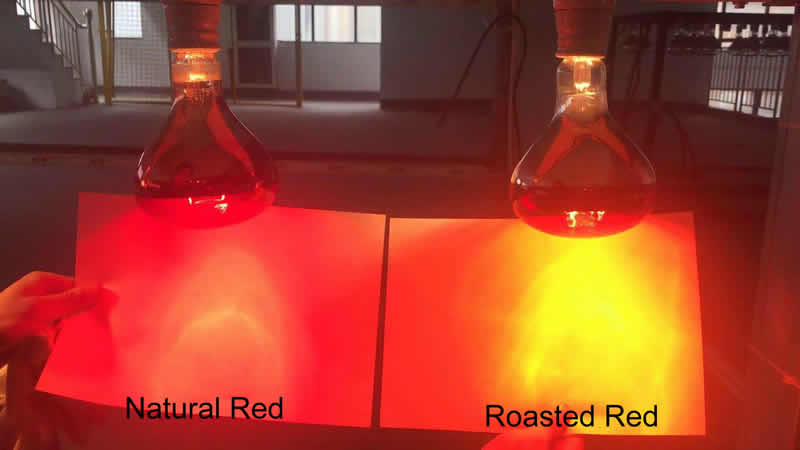
- 外観の比較:
この天然の赤いガラスシェルはより純粋な赤で、ローストした赤いガラスシェルはわずかに黄色です。これは主に呈色反応の自然が同じではないためです。コーティングの均一性とコーティングの厚さは、ローストした赤のコーティングプロセスでの色の効果に影響します。ガラス球。


- 電球の色のコントラスト。
ローストした赤色電球のシェルはわずかに黄色であるため、黄色の光はガラスシェルによってフィルターで除去されないため、光点はわずかに黄色になり、自然な赤色電球のガラスシェルの赤色はより純粋になり、赤色と赤外線が透過する可能性があります、黄色の光やその他の雑光がフィルターで除去されるため、裸眼の可視光の色がより赤くなります。
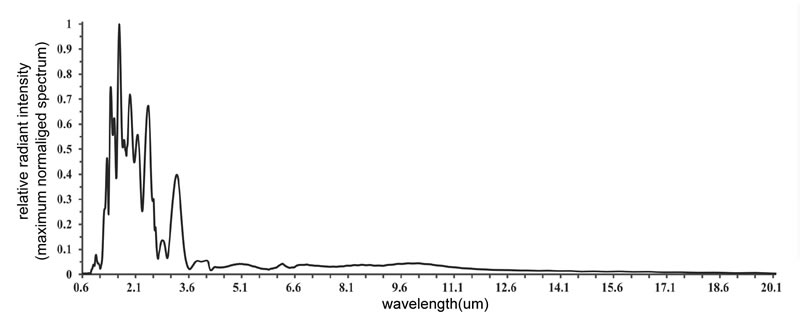
- スペクトル図の思いやり。
ローストした赤い球根と自然な赤い球根のスペクトルチャートを比較すると、赤外線エネルギーは両方とも、自然の赤である波長0.76〜1000ミクロンと3.1〜3.6ミクロンの赤外線波長範囲(2.6〜3.1umの赤外線波長)でピークに達します。電球は、ローストした赤色電球の放射ピークよりも比較的高くなっています。 一般的に言えば、赤外線の波長が長いほど、赤外線の熱効果はより明白になります。